折弯机补偿方式分:无补偿(当折弯工件发生角度误差时如果折弯机没有配有补偿功能,那就只能依靠人工方式来对工件进行校正角度、如用锤子敲等)、液压补偿(属于局部补偿功能,依靠折弯机下工作台的补偿油缸进行局部的角度补偿,它无法像机械补偿那样达到整体补偿的效果)、机械补偿(是目前折弯机最核心的技术,也是目前最先进的折弯机补偿技术,属于整体补偿方式,解决了折弯过程中由于受到材料的差异、设备的挠度变形量等不可预测的因素影响而对折弯工件的角度造成了一定的误差进行整体补偿的方式)。
在折弯过程中,数控折弯机对板材施加力的同时,板材也会对机器产生一个反作用力,这个反作用力会使得机器产生变形,从而影响所折板材的精度。因此,为提高折弯精度,机械补偿和液压补偿两种折弯机补偿方式应运而生。由于两种神冲折弯机折弯补偿模式对操作工人要求不同、所折精度不同、差别较大,了解应该选择什么样的补偿模式对买家来说至关重要。
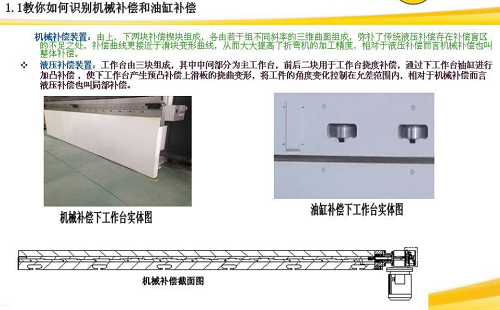
通过补偿,抵消了机床滑块的变形,从而确保了加工结合面的精度,提高工件精度。
一、液压油缸补偿方式:
电液伺服折弯机+液压式挠度补偿
工作台液压自动挠度补偿机构,它是由一组安装在下工作台里的油缸组成,每个补偿油缸的位置、大小是根据滑块、工作台有限元分析的挠度补偿曲线设计而成,液压补偿是通过前中后3块立板之间的相对位移,来实现中立版的凸起补偿,其原理是通过钢板本身的弹性变形实现凸起,所以其补偿量可以在工作台的弹性范围内实现调节。液压补偿(图2)即工作台下方置几个小油缸,在机器发生形变时,通过这几个小油缸施加额外的作用力,进行补偿,从而减小机器变形对所折板材的影响。数控液压补偿则是先在机器的数控系统中,根据所折板材的长度、厚度等数据,来设定折弯机数控系统参数,在通过机器电脑系统算出所需补偿量,将指令传输到补偿放大器中。液压补偿比例阀接收到补偿放大器所发出的信号来控制工作台下方的小油缸进行凸起,减小板材发生的挠度形变量。
然而,液压补偿的补偿量受多种因素影响,如液压油是否泄漏、接头松动等,都会影响到每次液压补偿量,从而导致每次加工板材不一致,有差别。液压补偿系统较为复杂,可能会出现漏油、密封圈松动等问题。液压补偿的优势在于随着使用时间的递增,机器不会出现磨损问题,而机械补偿会出现磨损问题。
相较于机械补偿,采用液压补偿的机器操作简单,对工人要求不高,就可以折出精度较高的工件。并且,采用液压补偿系统的机器,可以保证上模与板材的充分接触,做到不让板材发生位移。从机器耐用性和操作简便性角度考虑,选择液压补偿的机器较好。
二、机械补偿工作台方式:
双电伺服混合动力折弯机+机械式挠度补偿

液压补偿是使用小油缸对工作台进行补偿,机械补偿则是使用斜楔块来对工作台进行补偿的。斜楔块又可以分为单个斜楔块和多组斜楔块。多组斜楔块组成的机械补偿拥有较多补偿点,多于普通液压补偿的3个补偿点,不存在补偿盲区,所折工件精度高,每次加工板材差别小,适合批量化生产。机械补偿系统相对于液压补偿系统较简单,不会出现漏油等状况,故障率较低且环保。
但是,机械补偿会随着使用时间的推移,斜楔块会有磨损,从而影响补偿效果。机械补偿操作要求高,如果针对同一个工件需要折弯多次,需要工人进行实时调整,即便工人经验较充足,也会产生不可预知的误差。如果所折工件不需要多次折弯,工人技术较高,从工件精确度考虑,可选择机械补偿,但实际生产中,技术高的工人成本也高,所以得综合考虑。
机械式补偿优点:
1.机械补偿可以在工作台全长上获得精确的挠度补偿。机械挠度补偿使用稳定性持久,减少液压补偿(如漏油)的维修频率,在机床寿命期内免维护。
2.机械挠度补偿因为补偿点比较多,使折弯机在工作时折弯工件更能够达到线性补偿方式,更能提高工件折弯效果。
3.机械补偿是使用电位尺来测量返回信号位置,作为一个数控轴,实现数字化控制,使补偿值更加精确。
看了上面的文章你就会明白液压补偿好还是机械补偿好?